OPTICAL FIBRE PREPARATION FOR SPLICING AND CONNECTORISATION
![]()
Fibre end preparation varies depending on the terminating process that follows. The following describes the generic steps of accessing the fibre, removing the coating(s), cleaning, and cleaving (cleaving is the process of accurately cutting the end of the fibre so that it is clean straight cut rather than angles, chipped or shattered.
Accessing the fibre
Optical fibres are very rarely used only in their coated condition. It is usual to build the coated fibre into a pigtail or patchcord (typically single fibres housed with Kevlar strands and an outer sheath to make a cord of around 3mm OD), or to install the fibres in a cable of many fibres (anywhere from 2 to 144 would be typical, although 1000+ fibre cables are available where the high fibre density is required). In order to access the fibre the outer layers need to be removed in a manner which does no harm to the fibres. Cable preparation techniques vary from cable to cable and the cable supplier should be contacted for recommendations for his particular cable.
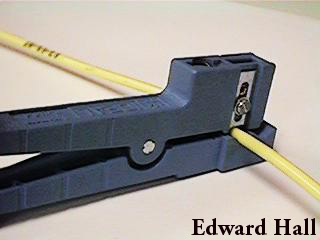
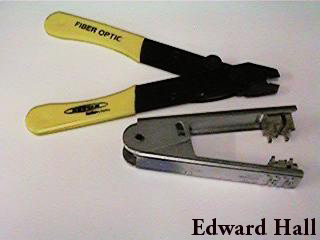
An example of accessing the fibres in 3mm cord as used in pigtails and patchcords is shown in the two following photographs. The blue tool is a Ideal coax tool with the blade depth set so that it cuts through approximately 90% of the yellow jacket wall leaving a small amount which is thin enough to break when pulled - this ensures that the fibre coating underneath is not damaged. The right Ceramack tool is a pair of scissors with ceramic blades that remain sharp when cutting the Kevlar strands - these are not essential as standard steel scissors will work although the Kevlar will cause them to go blunt very quickly.

Removing the coating off the fibre
Fibre coatings are used over the glass fibre the provide a buffer to sources of damage, and also to build the 125m m fibre up to a larger size that is stronger and more easily to handle. Standard coating sizes used in modern telecommunications cables are 250m m in outside plant style cables and 900m m in tight buffer cables and 3mm cord.
A brief comment on standard fibre sizes is worth including here. The fibre, coating, and cord sizes above are common sizes but in no way represents the only sizes that will be encountered or in no way recommends the choice of these sizes. There are a number of variations in older cables and many more specialality type cables that result in other coating and cords diameters being encountered - examples are 500m m OD secondary coatings in older cables and 700m m OD secondary coatings used in some aerial cables.
A coating stripper is used to remove the coating(s) from the fibre. The left hand photo below shows two typical tools. The yellow handled tool is a plier like tool with a mechanical stop that prevents the tool from closing to small and causing excess scratching of the fibre - the tool shown is a 250m m coating. A separate tool is available for 900m m coated fibres. The other tool is a sumiofocus JR-11 tool which strips both 250m m and 900m m coated fibres. The right hand photo shows a closure view of the jaws.

It is advisable not to strip a fibre with a tool designed for a different coating size as this can result in incomplete removal of the coating or damage to the fibre with a resulting reduction in fibre strength.
The length of coating to be removed varies according to how the fibre is to be terminated - fusion splice, mechanical splice, or connectorised. It is normal however to remove in excess of 40mm of coating even if only as little as 8mm of fibre is required after cleaving.
Note that chemical strippers are available as an alternative to the mechanical strippers shown above. Their are some fibre coatings which require chemical stripping, or the use of a chemical stripper prior to mechanical stripping, however these are relatively rare in standard cables designed for telecommunications. These chemical agents have specific safety issues associated with them which staff need to be trained in prior to their use. The best practice is not to use chemical stripping agents where mechanical strippers are capable of removing the coating - this is the case in the majority of fibres produced for telecommunications.
Cleaning prior to cleaving
Fibre cleaning is achieved by wiping the fibre with a gauze or paper wipe moistened with isopropyl alcohol. The wiping action is from the end of the remaining coating towards the end of the fibre. This ensures that any coating debris or contaminants on the fibre are wiped towards the end if the fibre which is removed in the following cleaving process. A point to note is that the fibre strength is reduced every time the fibre is wiped and over cleaning is not a practice to be encouraged.
Cleaving
Cleaving is the process of cutting the end of the fibre to form a straight cut across the end rather than an angled cut, chipped end, or shattered end. The following photos provide a clear example of the difference between a cleaved fibre and a cut fibre.
INSERT PHOTOS TO COME ![]()
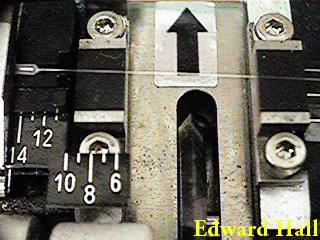
The principle of cleaving is similar to the cutting of sheet glass - hold, scribe, and then bend. The left photo below shows a fibre laid into a Fujikura CT-07 cleaver ready for cleaving. The right hand photo indicates the principle of operation of this cleaver.
 RIGHT INSERT PHOTO TO COME
RIGHT INSERT PHOTO TO COME ![]()
Return to Optical Fibre Technology Main Page
If you have any questions, feedback, or suggestions on this page or its topics, please email me. I am happy to discuss the topics raised on my homepage. I would also welcome topics or information for inclusion.
This material may be downloaded for educational purposes only. Printed copies may be made provided they are reproduced in full without modification and complete with source and copyright information. Please protect the future of Internet publishing by respecting the copyright of all items on the net.
This site is still under development. If the topics here interest you please return soon as this site is being updated regularly.
Created: 18 January 1999. Last modified: 18 January 1999.
Rev 1
Copyright ©1999 Edward Hall. All rights reserved.